- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Produkty







Dvojskrutkový sud na miešanie plastov
Dvojzávitovkový valec na miešanie plastov sa široko používa v priemysle výroby zmesí. Každý rok EJS vyrába veľké množstvo plastov s dvojitým závitovým valcom pre domáce a svetové trhy.
Odoslať dopyt
Popis produktu
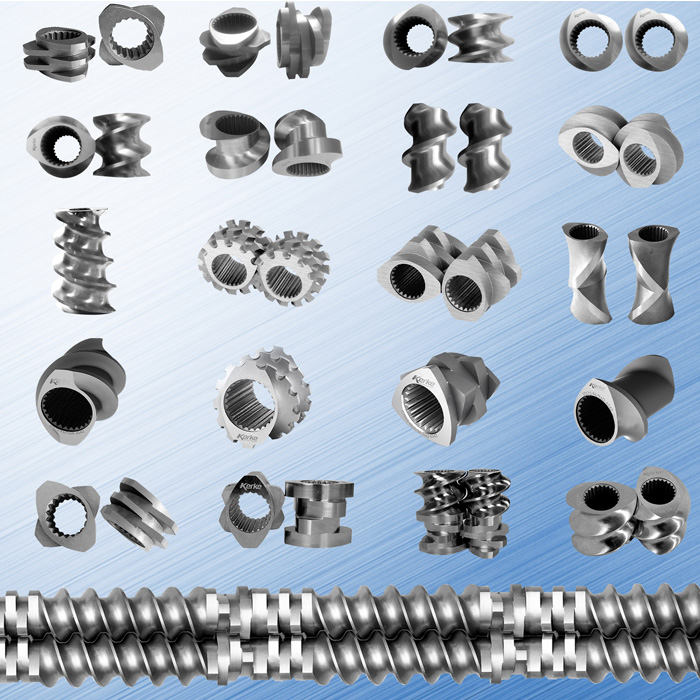
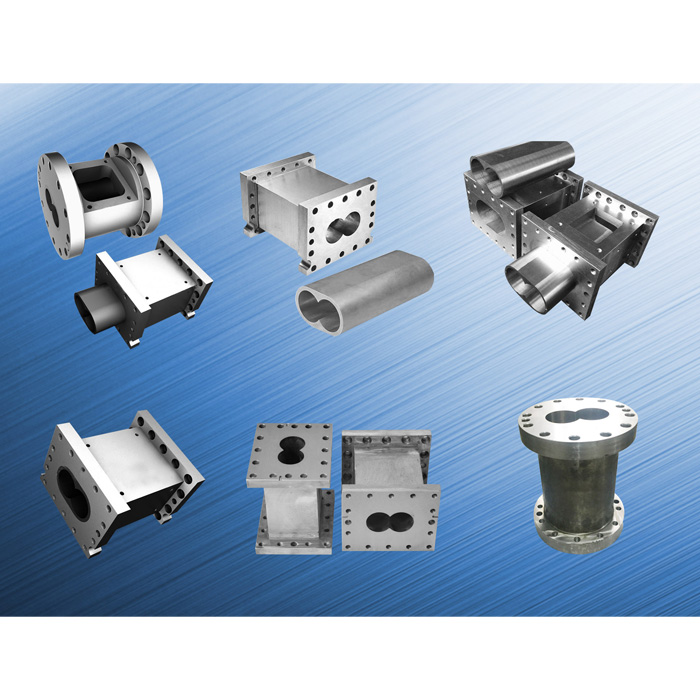
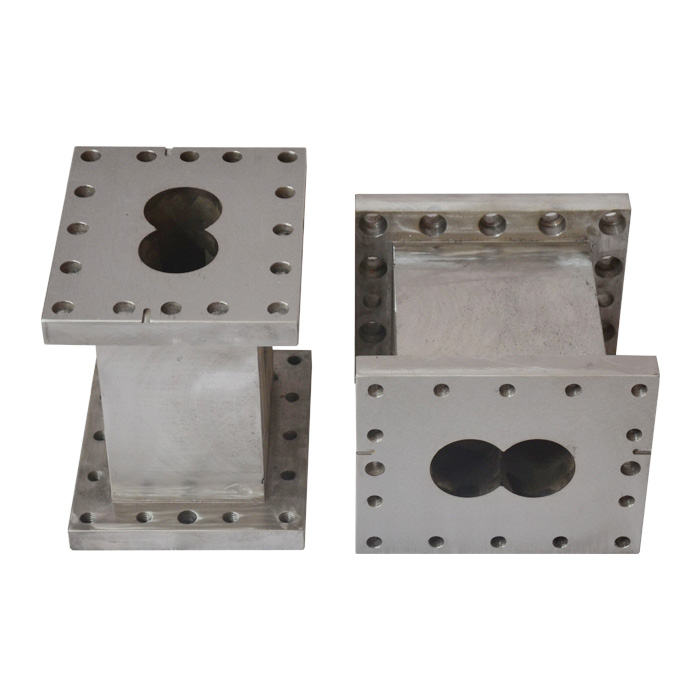
dvojzávitovkový valec z plastovej zmesi
Dvojzávitovkový valec na miešanie plastov sa široko používa v priemysle výroby zmesí.
Každý rok EJS vyrába veľké množstvo plastov s dvojitým závitovým valcom pre domáce a svetové trhy.
EJS je už roky profesionálnym výrobcom paralelných dvojskrutkových valcov so zákazníkmi výrobcov strojov OEM, ako aj koncovými používateľmi.
Populárne materiály používané na miešanie plastov dvojzávitovkovým valcom
38CrMoAlA (DIN1.8509)
W6Mo5Cr4V2
D2 (DIN 1,2379)
61 SKD
SS316
SS304
Povrchová úprava dvojzávitovkového valca z kompozitného plastu
Celé telo nitridované
Bimetalická karbidová vložka pre dvojité paralelné hlavne
Povlak z bimetalickej zliatiny pre dve paralelné skrutky
Podšívka SKD61
Ak sa chcete dozvedieť viac o miešacích extrudéroch, pokračujte v čítaní:
( https://www.mddionline.com/news/mix-continuous-compounding-using-twin-screw-extruders)
Polymérne zlúčeniny sa používajú pre extrémne širokú škálu lisovaných a extrudovaných medicínskych komponentov a zariadení. Takéto zlúčeniny sa skladajú zo základnej živice, ktorá je dôkladne premiešaná s inými zložkami, ktoré poskytujú špecifické prospešné vlastnosti týkajúce sa konkrétneho konečného produktu – napríklad odolnosť proti nárazu, čírosť alebo rádioopacitu.
Zmiešavacie extrudéry sa používajú na zmiešanie dvoch alebo viacerých materiálov do homogénnej hmoty v kontinuálnom procese. To sa dosiahne distribučným a disperzným miešaním rôznych zložiek v zmesi podľa potreby (obrázok 1). Pri distribučnom miešaní sú zložky rovnomerne rozložené v priestore v jednotnom pomere bez toho, aby sa rozpadali, zatiaľ čo disperzné miešanie zahŕňa rozpad aglomerátov. Miešanie s vysokou disperziou vyžaduje, aby súčasťou procesu bola značná energia a strih.
Zmiešavacie extrudéry vykonávajú množstvo základných funkcií: podávanie, tavenie, miešanie, odvzdušňovanie a vyvíjanie lisovnice a lokalizovaného tlaku. Na dosiahnutie týchto cieľov možno použiť rôzne typy extrudérov, vrátane jednozávitovkového, protibežného do seba zapadajúceho dvojzávitovkového, súbežného záberového dvojzávitovkového a protibežného nezaberajúceho dvojzávitovkového. Typ a fyzikálna forma polymérnych materiálov, vlastnosti akýchkoľvek prísad alebo plnív a požadovaný stupeň miešania budú mať vplyv na výber stroja.
Dvojzávitovkové miešacie zariadenia sú primárne určené na prenos tepla a mechanickej energie na zabezpečenie miešania a rôznych podporných funkcií s minimálnym ohľadom na čerpanie. Rôzne operácie vykonávané prostredníctvom tohto typu extrudéra zahŕňajú polymerizáciu nových polymérov, modifikáciu polymérov prostredníctvom očkovaných reakcií, odstraňovanie prchavých látok, miešanie rôznych polymérov a zmiešavanie častíc do plastov. Naproti tomu jednozávitovkové plastifikačné extrudéry sú navrhnuté tak, aby minimalizovali vstup energie a maximalizovali rovnomernosť čerpania a sú všeobecne nedostatočné na vykonávanie vysoko disperzných a energeticky náročných funkcií zmiešavania.
O spoločnosti E.J.S.
EJS Screw Barrels je novovytvorená značka pre exportné podnikanie s výrobnými skúsenosťami od roku 1992.
Výrobca závitovkových sudov, ktorý sa venuje výrobe prispôsobených závitovkových sudov a dizajnových závitovkových sudov extrudéra, závitovkových sudov na vstrekovanie.

Bimetalové skrutkové sudy
Bimetalovú skrutkovú hlaveň sme začali vyrábať vo veľmi ranom veku, takmer v rovnakom čase, ako sa v Číne zrodila prvá bimetalová hlaveň. Teraz máme niekoľko typov možností v závislosti od rôznych aplikácií
|
Bimetalové sudy |
|||||
|
Typ zliatiny |
Zliatina EJS01 |
Zliatina EJS02 |
Zliatina EJS03 |
Zliatina EJS04 |
|
|
Zliatinové komponenty |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Odolnosť proti opotrebovaniu |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Odolnosť proti korózii |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Hrúbka zliatiny |
2 ~ 3 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
|
|
Tvrdosť |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Teplotný rozsah |
≤ 400 |
≤450 |
≤450 |
≤ 600 |
|
|
Tepelný koeficient |
RT ~ 250 ℃ |
11,0 x 10-6 |
11,0 x 10-6 |
11,5 x 10-6 |
11,0 x 10-6 |
|
Rozšírenie (/℃) |
RT ~ 400 ℃ |
11,4 x 10-6 |
11,4 x 10-6 |
12,4 x 10-6 |
12x10-6 |
|
Rozsah použiteľnej dĺžky |
700 mm ~ 3000 mm / kus |
||||
|
Základná oceľ značne používaná |
40Cr: 42CrMo |
||||
|
Označte v zozname: ★★★★ Výborne; ★★★ Veľmi dobré; ★★Dobré |
|||||
|
Bimetalové skrutky |
|||
|
Vhodné pre |
Jedna skrutka, dvojitá paralelná skrutka, dvojitá kužeľová skrutka |
||
|
Typ zliatiny |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Zliatinové komponenty |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Úroveň proti opotrebovaniu |
★★★ |
★★★ |
★★★★ |
|
Antikorózna úroveň |
★★★★ |
★★★★ |
★★★★ |
|
Hrúbka zliatiny |
1 ~ 1,5 mm |
1 ~ 1,5 mm |
1 ~ 1,5 mm |
|
Tvrdosť |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Aplikované sklenené vlákno |
Menej ako 10 % |
|
|
|
Rozsah použiteľnej dĺžky |
Akákoľvek potrebná dĺžka |
||
|
Základná oceľ značne používaná |
38CrMoAI (1,8509), 34CrAINi7 (1,8550), 31CrMoV9 (1,8519) |
||
|
Označte v zozname: ★★★★ Výborne; ★★★ Veľmi dobré; ★★Dobré |
|||
Kontrola kvality
Kvalita je veľmi dôležitým krokom pri výrobe. Na výrobu kvalitného skrutkového valca by mali byť splnené všetky tolerancie a všetky rozmery by mali byť správne a mali by byť zaznamenané.
Ku každému nami dodávanému závitovkovému sudu poskytujeme revíznu správu, materiálový certifikát.
Balenie
Balenie je posledný, ale veľmi dôležitý krok pred odoslaním. Pevná a inteligentná krabica je tiež súčasťou našej kvality. Používa sa nielen na dobrú ochranu sudov skrutiek počas prepravy, ale tiež poskytuje našim zákazníkom jednoduchý spôsob rozbalenia.

Hot Tags: Plastová zmiešavacia dvojskrutková hlaveň, prispôsobená, Čína, Zhoushan, dodávatelia, výrobcovia, továreň, skladom
Súvisiaca kategória
Kužeľový dvojitý skrutkový valec
Parallel Twin Screw Barrel
Skrutkový sud extrudéra
Gumová skrutkovacia hlaveň
Hlaveň so skrutkovým vstrekovaním
Vyfukovacia skrutková hlaveň
Bimetalová skrutkovacia hlaveň
Hlaveň s nitridovanou skrutkou
Časti extrudéra
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.