- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Produkty








Vytláčacia vyfukovacia skrutková hlaveň
Pri extrúznom vyfukovaní (EBM) sa plast roztaví a vytlačí do dutej rúrky (predtvar). ... Vzduch sa potom vháňa do predlisku a nafukuje ho do tvaru dutej fľaše, nádoby alebo časti. Po dostatočnom ochladení plastu sa forma otvorí a diel sa vysunie. V EJS vyrábame extrúzny vyfukovací závitovkový valec pre extrúzne vyfukovacie stroje, s veľkosťou malý a veľký, v nitridačnej alebo bimetalickej úprave.
Odoslať dopyt
Popis produktu
Skrutkový valec na vytláčanie vyfukovaním
OEM Supply China Flow Forming Machine, Extrusion Flow Molding Screw Barrel,opozdrav vašej spoločnosti"Uľahčite podnikanie so skrutkovacím valcom vďaka radostiam a úspechu"ako nášposlanie. Ak máte záujem o niektorý z našich produktov alebo by ste chceli diskutovaťváš dizajn, neváhajte nás kontaktovať. Tešili sme sazaloženie úspešné obchodné vzťahy sakékoľveknových klientov po celom svete v blízkej budúcnosti a pestovať ich lepšie a väčšie.
Pri extrúznom vyfukovaní (EBM) sa plast roztaví a vytlačí do dutej rúrky (predtvar). ... Vzduch sa potom vháňa do predlisku a nafukuje ho do tvaru dutej fľaše, nádoby alebo časti. Po dostatočnom ochladení plastu sa forma otvorí a diel sa vysunie.
V EJS vyrábame extrúzny vyfukovací závitovkový valec pre extrúzne vyfukovacie stroje, s veľkosťou malý a veľký, v nitridačnej alebo bimetalickej úprave.
Priemer otvoru dostupný pre valec závitovky na extrudovanie vyfukovaním
45 až 250 ¢
Populárne materiály používané na vytláčacie vyfukovacie skrutkové valce
38CrMoAlA (1,8509)
34CrAlNi7 (1,8550)
31CrMoV9 (1,8519)
40Cr (4340)
42CrMo(4140)
Povrchová úprava valca vyfukovacej skrutky
Celé telo nitridované
Stelitová bimetalová zliatina potiahnutá
Potiahnutá zliatinou Colmonoy 56
Potiahnutá zliatinou Colmonoy 83
Aplikácia valca vytláčacej vyfukovacej skrutky
Vytlačovacie vyfukovacie skrutkové valce hrajú skvelú prácu pri výrobe rôznych fólií vo vyfukovacích strojoch, ako sú napr
Baliace fólie;
Vrecká;
Tlačiarenské fólie;
Zmršťovacia fólia;
Fólie na balenie potravín;
Konverzia filmov;
Bariérový film.
Otázka: Aký je rozdiel medzi vstrekovaním vyfukovaním a vytláčaním vyfukovaním?
odpoveď:
Existuje hlavne 5 rozdielov medzi vstrekovaním a vyfukovaním:
1) Typ výrobku vyrobeného vstrekovaním vyfukovacej formy a extrúzneho vyfukovania je odlišný. Proces extrúzie vyfukovaním vytvára dvojrozmerný produkt, zatiaľ čo proces vstrekovania vyfukovaním vytvára trojrozmerný produkt ako konečný výstup.
2) V oboch procesoch používajú rôzne nástroje. V prípade vytlačovacieho vyfukovacieho stroja sa na získanie konečného výstupu používa matrica, zatiaľ čo vstrekovacie vyfukovanie používa formu.
3) Čas potrebný na výrobu konečného výstupu je rôzny. Proces extrúzie je pomalší, zatiaľ čo proces vstrekovania je rýchlejší.
4) Hrúbka konečného produktu je rôzna. V prípade extrúzie závisí hrúbka dielu od toho, do akej miery môže byť materiál počas procesu natiahnutý, zatiaľ čo v prípade vniknutia závisí od vzťahu medzi jadrom a formou.
5) Procesy sú rôzne. Pri extrúznom vyfukovacom stroji je šrot s orezávaním a orezávaním, zatiaľ čo šrot je bez orezávania a orezávania pre vstrekovanie vyfukovaním.
EJS môže vyrábať extrúzne vyfukovacie skrutkové valce a vstrekovacie vyfukovacie stroje.
O spoločnosti E.J.S.
EJS Screw Barrels je novovytvorená značka pre exportné podnikanie s výrobnými skúsenosťami od roku 1992.
Výrobca závitovkového valca, ktorý sa venuje výrobe prispôsobených závitovkových sudov a dizajnových závitovkových sudov extrudéra, vstrekovacích závitovkových sudov.

Bimetalové skrutkovacie sudy
Bimetalovú skrutkovú hlaveň sme začali vyrábať vo veľmi ranom veku, takmer v rovnakom čase, ako sa v Číne zrodila prvá bimetalová hlaveň. Teraz máme niekoľko typov možností v závislosti od rôznych aplikácií
|
Bimetalové sudy |
|||||
|
Typ zliatiny |
Zliatina EJS01 |
Zliatina EJS02 |
Zliatina EJS03 |
Zliatina EJS04 |
|
|
Zliatinové komponenty |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Odolnosť proti opotrebovaniu |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Odolnosť proti korózii |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Hrúbka zliatiny |
2 ~ 3 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
1,5 ~ 2 mm |
|
|
Tvrdosť |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Rozsah teplôt |
≤ 400 |
≤450 |
≤450 |
≤ 600 |
|
|
Tepelný koeficient |
RT ~ 250 ℃ |
11,0 x 10-6 |
11,0 x 10-6 |
11,5 x 10-6 |
11,0 x 10-6 |
|
Rozšírenie (/℃) |
RT ~ 400 ℃ |
11,4 x 10-6 |
11,4 x 10-6 |
12,4 x 10-6 |
12x10-6 |
|
Rozsah použiteľnej dĺžky |
700 mm ~ 3000 mm / kus |
||||
|
Základná oceľ značne používaná |
40Cr: 42CrMo |
||||
|
Označte v zozname: ★★★★ Výborne; ★★★ Veľmi dobré; ★★Dobré |
|||||
|
Bimetalové skrutky |
|||
|
Vhodné pre |
Jedna skrutka, dvojitá paralelná skrutka, dvojitá kužeľová skrutka |
||
|
Typ zliatiny |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Zliatinové komponenty |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Úroveň proti opotrebovaniu |
★★★ |
★★★ |
★★★★ |
|
Antikorózna úroveň |
★★★★ |
★★★★ |
★★★★ |
|
Hrúbka zliatiny |
1 ~ 1,5 mm |
1 ~ 1,5 mm |
1 ~ 1,5 mm |
|
Tvrdosť |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Aplikované sklenené vlákno |
Menej ako 10 % |
|
|
|
Rozsah použiteľnej dĺžky |
Akákoľvek potrebná dĺžka |
||
|
Základná oceľ značne používaná |
38CrMoAI (1,8509), 34CrAINi7 (1,8550), 31CrMoV9 (1,8519) |
||
|
Označte v zozname: ★★★★ Výborne; ★★★ Veľmi dobré; ★★Dobré |
|||
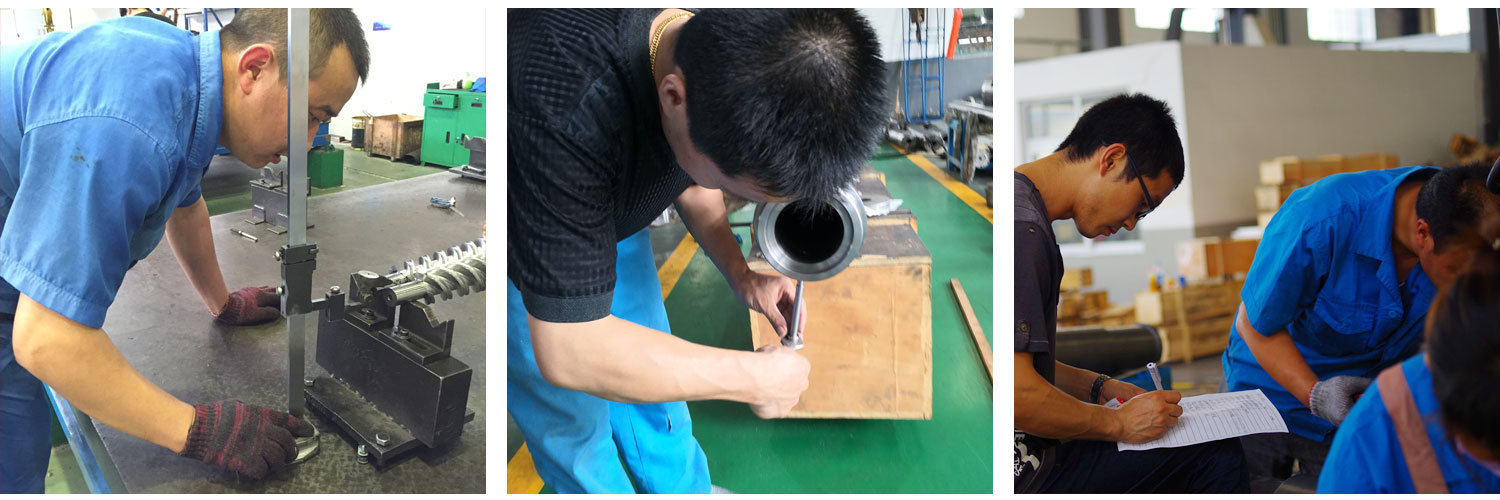
Kontrola kvality
Kvalita je veľmi dôležitým krokom pri výrobe. Na výrobu kvalitného skrutkového valca by mali byť splnené všetky tolerancie a všetky rozmery by mali byť správne a mali by byť zaznamenané.
Ku každému nami dodávanému závitovkovému sudu poskytujeme revíznu správu, materiálový certifikát.
Balenie
Balenie je posledný, ale veľmi dôležitý krok pred odoslaním. Pevná a inteligentná krabica je tiež súčasťou našej kvality. Používa sa nielen na dobrú ochranu sudov skrutiek počas prepravy, ale tiež poskytuje našim zákazníkom jednoduchý spôsob rozbalenia.

Hot Tags: Vytláčacia vyfukovacia skrutková hlaveň, Prispôsobené, Čína, Zhoushan, Dodávatelia, Výrobcovia, Továreň, Skladom
Súvisiaca kategória
Kužeľový dvojitý skrutkový valec
Parallel Twin Screw Barrel
Skrutkový sud extrudéra
Gumová skrutkovacia hlaveň
Hlaveň so skrutkovým vstrekovaním
Vyfukovacia skrutková hlaveň
Bimetalová skrutkovacia hlaveň
Hlaveň s nitridovanou skrutkou
Časti extrudéra
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.